ドライバーセットの中に必ず入っているけれど、現代のバイクやクルマのメンテナンスではあまり出番がないのがマイナスドライバーです。緩めるビスが少ないため、張り付いた部品を剥がす際にタガネのように使われることもある可哀想な工具ですが、旧車の点火系やキャブレターをいじる際にはまだまだ欠かせません。そんなマイナスドライバーの種類や使い方に注目してみましょう。
平行溝のマイナスビスと先細りのドライバーの刃先はそもそもナメやすい
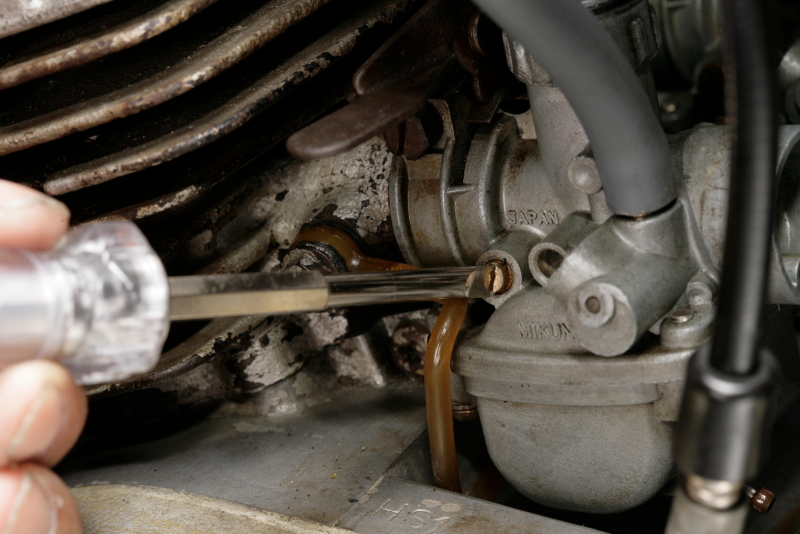
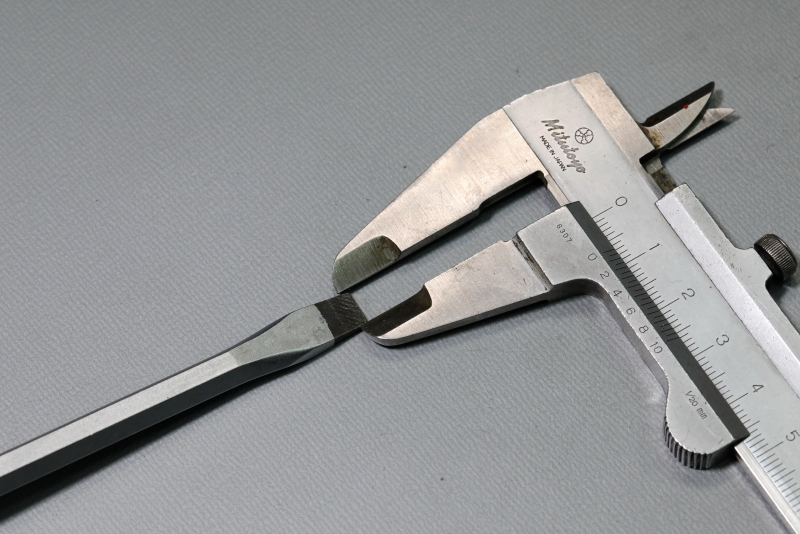
キャブレターのアイドリング状態の混合気量を増減するパイロットスクリューは、大半のバイクがマイナスドライバーで調整します。1/8、1/16回転単位で細かく調整するので、スクリューのすり割りとドライバーの刃先にガタがないことが重要。画像はキャブレター調整に特化したパイロットスクリュードライバーという工具を使っています。
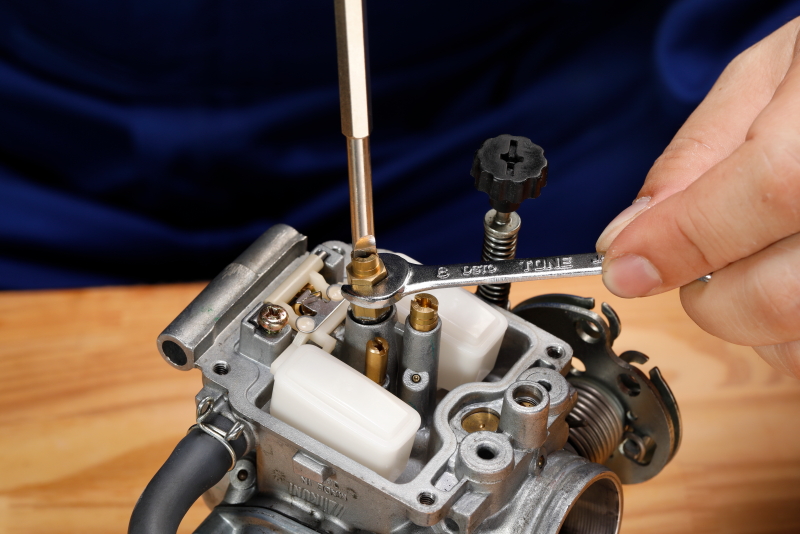
キャブレターに組み込まれたジェット類は通常のビスより圧倒的に柔らかい真鍮系の合金で作られているため、セッティングやホーバーホールで着脱する際にとてもナメやすく注意が必要です。すり割りに対して刃幅が狭いドライバーは溝の内側を傷つけやすいので、サイズの選定は慎重に。パイロットスクリュードライバーは刃先が先細りではなく平行なので、溝の全面に接触してナメづらいのが特徴です。
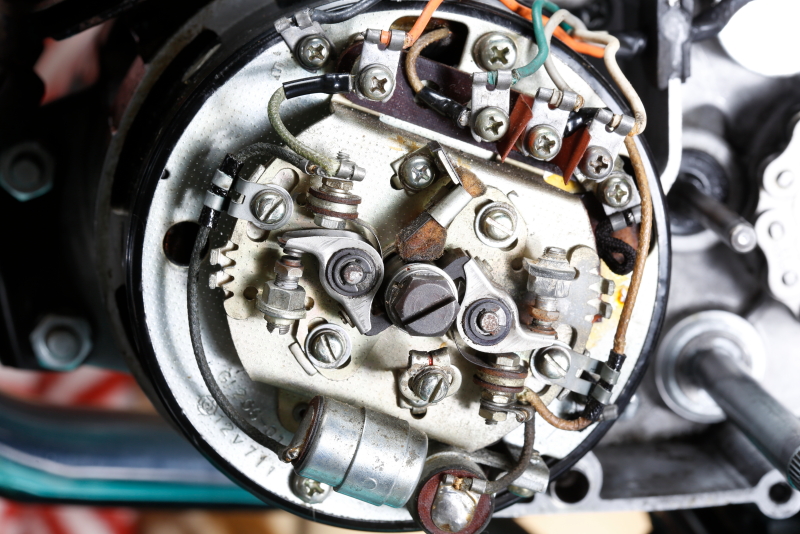
1960年代に製造された旧車のコンタクトポイント(点火系)にはマイナスビスが多用されています。スパークプラグの点火時期を調整する際は、部品がガタガタに動くとビスを締める際にずれてしまうので、ほんのわずかだけビスを緩めるのがコツ。
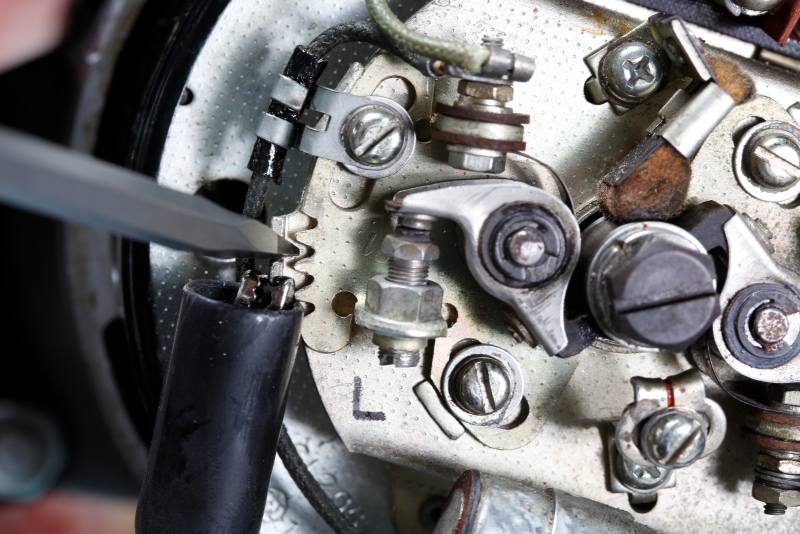
クランクシャフトの位置が点火時期を示すと同時にコンタクトポイントが開くようにするのが点火時期調整です。ポイントベースを固定するマイナスビスを少しだけ緩めて、外周のギザギザ部分をマイナスドライバーでこじって位置を調整します。キャブレター調整と並んでマイナスドライバーが活躍する数少ない場面です。
十字穴からドライバーの先端が浮き上がりやすいプラスビスに代わり、現代の市販車では六角穴のキャップボルトやトルクスボルトが主役となっていますが、時代をさかのぼるとビスの頭はマイナス溝から始まっています。
十字穴をプラスと呼ぶことから、それに対してマイナスと呼ばれていますが、本来この一直線の溝はすり割りと呼ばれるものです。ビスが発明された当初、合金鋼や炭素鋼の素材は切削加工によって成形されていました。そのため一直線にカットするすり割り=マイナス溝が採用されたのです。
やがて大量生産時代を迎えたことで主流は金型を用いた圧造に移行し、十字穴も簡単にプレス成形できるようになったことからプラスビスが主流となります。マイナスビスとプラスビスをドライバーで回すとき、マイナスドライバーはグリップを180°回すたびに1回すり割りに接触するのに対して、プラスドライバーは90°に1回十字溝に接触できます。カムアウトという致命的な弱点があるものの、生産速度を上げたい量産の現場ではマイナスよりプラスの方がドライバーが掛かりやすいというメリットもあったのです。
すり割りとドライバーの接触機会が180°に1回というだけでなく、マイナスビスにもプラスビスと同様にナメやすい弱点があります。切削加工で刻まれたすり割り溝の多くは断面が平行です。これに対して一般的なマイナスドライバーは先端に向かうほど薄くなるよう成型されています。したがってどうしても溝の中でドライバーの先端にガタが生じてしまいます。
この状態でドライバーを回すと、すり割りの両端の2カ所にマイナスドライバーの刃先が強く押し当てられ、さらにこの刃先は先端に向かって先細りになっているため、すり割りの接触部分を斜めに押してしまうためナメやすくなります。さらにプラスドライバーはビスの十字穴と4点で接触しますが、マイナスドライバーは2点接触となるため、同じ締め付け力を加えた際の接触圧力は2倍となり、これもまたマイナスビスが不利な理由となります。
マイナスビスを傷めないためには溝の幅と刃先が合っていることが重要

1930年代にドイツで創業したWERA社は、ドライバー専業メーカーとしていち早く人間工学に基づいたエルゴノミクスデザインのグリップを実用化しました。握りやすく力を加えやすいグリップは多くの工具メーカーが参考にしたと言われています。
JIS規格によるマイナスドライバーのサイズは刃先の幅と軸長で規定されています。このドライバーは刃幅が7mmなので、JIS規格に則って製造された製品なら軸は125mmとなります。規格とは直接関係ありませんが、日本の工具メーカーが製造するマイナスドライバーは刃の根元が軸に対して幅広な製品が多く、一方ヨーロッパ系のドライバーの刃の根元は張り出していない製品が多い傾向にあるようです。

製品番号330SKの下の1.2×7.0という数字が刃先の厚みが1.2mm、刃幅が7.0mmであることを示しています。日本を代表する工具メーカーであるKTCの場合、刃幅8mmで刃厚1mmと1.2mmの製品があります。
絶版車や旧車にとってはポピュラーなマイナスビスは、これらの理由から現在ではすっかり少数派となっています。ただ、今もホームセンターのネジ売り場では当たり前のように販売されているマイナスビスを正しく扱うには、ドライバーの規格を知ることが重要です。
プラスドライバーのNo.1、No.2、No.3というサイズと同様に、マイナスドライバーもサイズの表記があります。JIS規格では先端部の刃幅とグリップ部分を含まない軸長の組み合わせが決まっています。具体的には
先端部の刃幅 軸長(mm)
4.5 50
5.5 75
6 100
7 125
のようになっており、サイズを表記する際は5.5×75mmや6×100mmとなります。
ただし、この刃幅と軸長の組み合わせはあくまでJIS規格に準拠するドライバーに適用されるものであり、工具メーカーが使いやすさやナメづらさにこだわり独自のサイズ設定を行う場合もあります。
先述したように、マイナスビスを傷める大きな理由はすり割りと刃先のガタであり、ガタを減らすには刃幅もさることながら刃の厚みも重要です。そこでドイツを代表するドライバーメーカーであるWERA(ヴェラ)のマイナスドライバーの中には刃先の厚みと幅を明記している製品もあります。また1980年代からドライバーの逸品として多くのユーザーに愛用されているPBスイスツールズ社のマイナスドライバーには、すり割り溝への密着性を高めるため刃先を平行にした製品も存在します。
そうした特徴的なドライバーを用いることなくマイナスビスをナメないためには、まず第一にすり割りの幅に一致した、つまりビスのサイズに合った刃先のドライバーを選択することが重要です。ビスの頭が丸く出っ張ったナベ小ネジと呼ばれるタイプなら、頭の直径より刃幅の広いドライバーを選択しても良いでしょう。ただしこの場合、刃の厚みに注意します。刃幅が広くなれば必然的に厚みが増すため、すり割り溝の幅に対してオーバーサイズとなり、刃先が溝の底に着かなくなることがあります。すると力を加えた際に刃先が逃げて溝をナメやすくなります。
またプラスドライバーと同様に、ビスに対してドライバーを垂直に強く押しつけながら回すことも重要です。

ビスのすり割りに合わせて、刃先を平行に仕上げているのがPBスイスツールズ社のマイナスドライバーの特徴。この形状によりドライバーが浮き上がるカムアウトを防止しています。刃先の数字は刃幅や厚みなどの具体的な寸法ではなく、プラスドライバーにおけるNo.1、No.2、No.3と同様の呼び番号となります。

プラスビスの十字穴やマイナスビスのすり割りでカムアウトを起こしづらいよう、レーザーによって先端部分に小さな山が作られているWERA社のドライバー。フリクションによってがっちり食いつくのが特徴です。



